


共有两种干燥方式,一是转鼓干燥,另一种是连续干燥。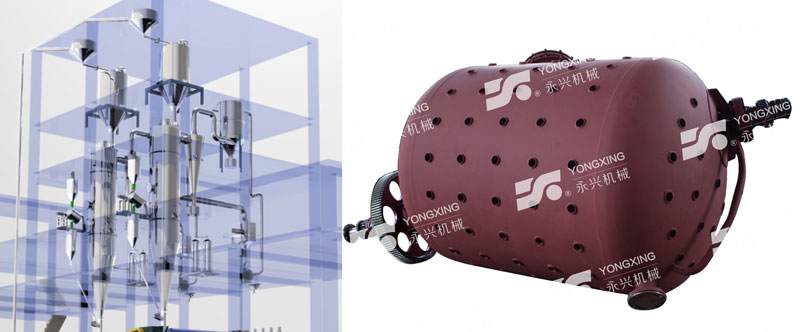
转鼓参数
1型号:VC357
2材料:内胆为不锈钢,外部为Q235-B
3驱动功率:5.5KW
4转鼓容量:满装为7m³,有效容量为3.8m³
5旋转速度:2.9转/分
6原料装载量:瓶片 1900Kg
7瓶片水份含量≤0.4%
8干燥后原料含水量<0.01%
9干燥时间:根据技术要求
10加热媒介:蒸汽加热
11蒸汽压力:0.4Mpa(最大)
12工作温度130~150℃ (最大)
13真空度:13.3Pa
14外廓尺寸: 5145×3005×3184
除尘桶:фin600×1340
冷却桶:фin812×1520
连续干燥参数
1湿瓶片运送系统容量: 1.2 t/h
2干燥结晶系统容量:: 1200kg/h
3瓶片规格 : 10-12mm, 泡泡料规格 : 10-12mm
4湿瓶片含水率: ≤ 2%
5干燥后瓶片含水率: ≤0.0070%(70ppm)
6色母粒加料系统
7增白剂加料系统

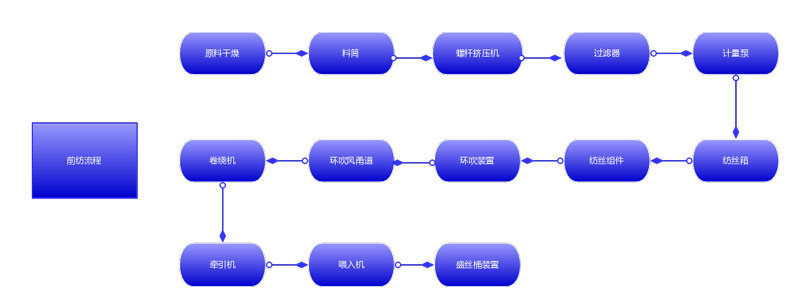
涤纶废弃物首先在干燥机里加热,然后在螺杆挤压机里加热和熔化。挤压机里生产出的熔体进入分配好的管道。螺杆规格: φ160,φ179,φ180,φ190,φ220

融化后的瓶片会通过过滤器进行杂质的过滤,像PVC等
1形式:立式双切换,切换不中断。
2加热功率: 15kw;
3加热介质:导热油,带静态混合器,内管抛光,熔体管和纺丝箱用法兰连接。
4控制精度:使用压力≥25MPa,压力值数显,控制精度0.1MPa,人工控制精度:0.3MPa.
 熔体进入纺丝箱。为了到达每一个纺丝位在纺丝箱里的分配管道始终保证熔体的停留时间。
每一个纺丝位有一个高精确纺丝计量泵,它通过高压让熔体不断地准确地到达纺丝组件。纺丝泵通过单独的电机传动,每一个计量泵通过变极器调节和控制。在纺丝组件里的过滤网和过滤沙从熔体排出杂物。为了始终保持每一个纺丝位的温度,熔体管系统和纺丝箱由电加热通过导热油作为热量传递介质将热量传递至熔体管道、过滤器、纺丝箱体。
熔体进入纺丝箱。为了到达每一个纺丝位在纺丝箱里的分配管道始终保证熔体的停留时间。
每一个纺丝位有一个高精确纺丝计量泵,它通过高压让熔体不断地准确地到达纺丝组件。纺丝泵通过单独的电机传动,每一个计量泵通过变极器调节和控制。在纺丝组件里的过滤网和过滤沙从熔体排出杂物。为了始终保持每一个纺丝位的温度,熔体管系统和纺丝箱由电加热通过导热油作为热量传递介质将热量传递至熔体管道、过滤器、纺丝箱体。1加热介质:330#导热油
2加热功率:电加热,68KW(分为三组),纺丝箱外部用14mm锅炉钢,内管抛光,箱体用保温棉隔热。
3箱体上面用2mm防滑钢板,铝离子漆;

在循环鼓风车下面通过大气喷丝板产生出的熔体被凝固。在喷丝板之后,熔体在短时间内随着结构的改变成单长丝。这种改变大多数利用了在循环鼓风车下大气的速度。大气温度的控制,大气速度和大气流动距离,还有在高速下大气的稳定性对于短纤维的质量是非常重要的。在这种情形下,大气形成的循环鼓风装置应该是稳定的,一致调节的。

冷却和凝固的丝通过上油传动装置上油和调节温度以加强纤维凝聚和反静电的能力,减少纤维和设备,纤维和纤维之间的摩察,增强纤维处理性能。

每一个纺丝位上的丝束通过卷绕架上的后滚导丝系统,然后通过鞍和导丝机引导到机器末端的牵引辊,最后通过喂入轮传送到盛丝桶。在整个生产线中一个吸枪用于对丝束的拉直作用。喂入机连接深度按照卷绕生产过程来调节。为了更容易操作牵引机和喂入机有低速拉直作用。

盛丝桶旋转机器通过电机被传动。空盛丝桶交换,来回运动和载着盛丝桶运输能通过这台机器来完成。它有两种控制方法:手动控制除了旋转运动和自动控制外。当一个盛丝桶被装满时,这个循序渐进的长度仪表将给盛丝桶传动装置送信号,送出装满的盛丝桶并且带进空的盛丝桶。盛丝桶里的丝束稳定之后,它们将被运到后纺部分。

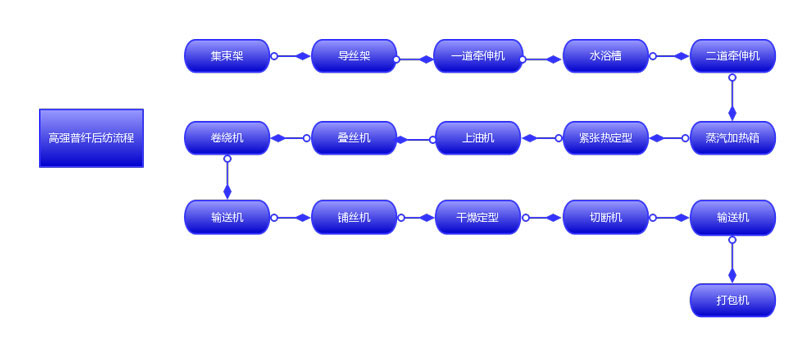
该过程通过两次牵伸,第一道牵伸是通过第一台牵伸机和第二台牵伸机,水浴槽温度为60℃到80℃,第一道牵伸的牵伸比为80%-85%。第二道牵伸是通过第二台牵伸机和第三台牵伸机,当中有蒸汽箱,第二道牵伸的牵伸比为15%-20%。
该设备应用于对丝束的再次牵伸,保持丝束张力,高温定型。定型功能是通过高温加热,然后通过喷淋迅速冷却获得。丝束的张力得到提高,纤维伸长可以得到减小。
1.使用范围:
该设备可以应用于生产1.5D的普通涤纶纤维。
2.型式:18辊,悬臂式, 9上9下设计.主要部分: 定型辊, 箱体, 电机和齿轮箱,管道和润滑系统。
3.定型辊: 辊筒属于焊接,回转接头是用于通导热油用于加热辊筒,并且保证密封。
4.定型辊尺寸: Φ820mm×1100mm (有效宽度)。
5.驱动形式: 硬齿面齿轮驱动, 变频器控制交流电机,, 弹簧式轴连接。
6.结构: 18辊分为3组,每组6辊。
7.箱体结构:齿轮在密封条件下驱动,分为3组,箱体表面装饰不锈钢板。
8.润滑方式: 强制润滑. 包括3组润滑系统,含冷却,过滤功能。
9.加热媒介:导热油温度: 300℃,或高压蒸汽。
10.设备工作温度: 160-180℃
11.设备重量: 约80吨

通过叠丝机丝带会通过张力机来调节第三道牵伸和卷曲机间的张力,并通过卷曲机的挤压,达到化纤优质的卷曲效果
 烘箱出来后的纤维会通过切断机切断,通过风送或者链板输送的方式进入打包机,进行打包。
烘箱出来后的纤维会通过切断机切断,通过风送或者链板输送的方式进入打包机,进行打包。